





Products





-

FV-550 Series Four Eccentric Pile Driving/Extraction Machine
-

FV-280 Series Photovoltaic Pile Driving/Extraction Machine
-
Electric Vibrating Hammer DZ150A
-

FV-600 Series Four Eccentric Pile Driving/Extraction Machine
-
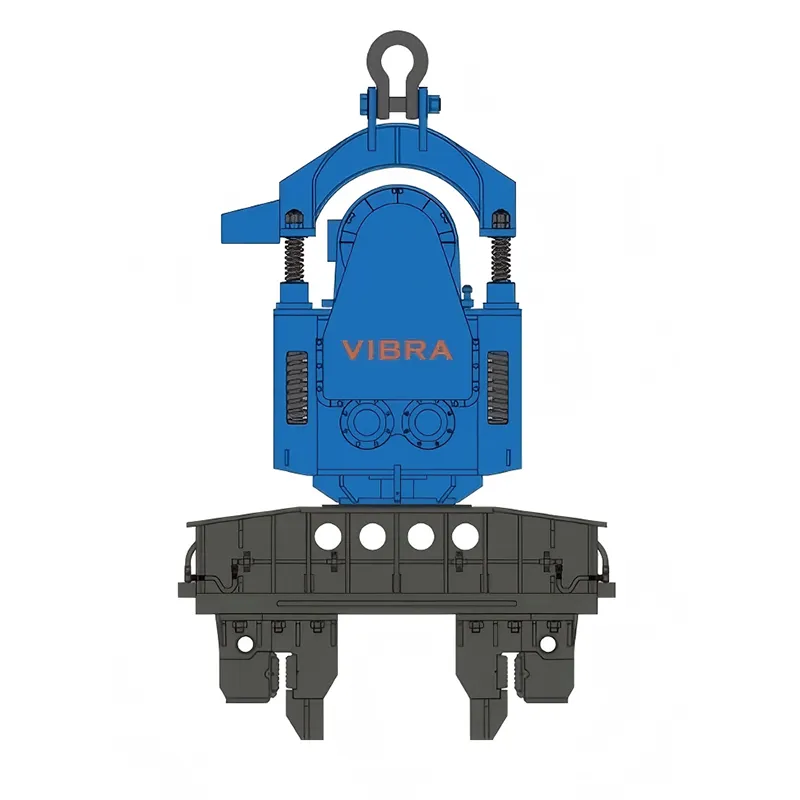
HDY5 Hydraulic Impact Hammer
-

FV-250R Series 360° Rotating Pile Driving/Extraction Machine
-

High Frequency Vibrating Hammer FV-400
-
Hydraulic Impact Hammer HDY25
-

SV-400 Series Side Clamping Pile Driving/Extraction Machine
-

SV-300 Series Side Clamping Pile Driving/Extraction Machine
-

FV-350S Series Photovoltaic Pile Driving/Extraction Machine
-
Electric Vibrating Hammer DZ90A
-

FV-500 Series Four Eccentric Pile Driving/Extraction Machine
-

FV-800 Series Four Eccentric Pile Driving/Extraction Machine
-
Mini pile driving/extraction machine FV-100 series
-

SV-500 Series Side Clamping Pile Driving/Extraction Machine



Taiwan PCF-450 series pile driving/extraction machine
Vibrator pcf-450 of prefabricated modular design
Centrifugal force 535 kn, confirmed by real objects
High frequency drive 3300 rpm
Compatible with excavators weighing 47–55 t
Fully unified component architecture
Driving piles to a depth of up to 18 m
Modular bolted box construction
Quick change bearing module for field service
Description
marker
PCF-450 - vibratory hammer of prefabricated modular design | Centrifugal force 535 kN, confirmed by operational practice | High-frequency drive 3300 rpm for excavators 47–55 t with a unified system of components
Description:
PCF-450 is a heavy-duty, professional-grade vibratory hammer designed for contractors who require not only high productivity, but also the ability to quickly repair directly on the construction site. Unlike fully welded enclosures, which require the equipment to be sent to the factory for major repairs, the PCF-450 features a modular, bolt-on box design. The side panels are bolted to the main frame, allowing quick access to internal components without cutting metal or re-welding.
The basis of productivity iscentrifugal force 535 kN, created at rotational speed3300 rpm.
")
This combination of power and high frequency effectively drives 15 to 18 meter steel sheet piles, heavy I-beams and large diameter tubular piles into dense clay soils, gravel deposits and weathered rock.
Maximum immersion depth up to18 meters makes PCF-450 an effective solution for constructing deep pits, constructing berthing structures, bridge supports and other objects that require increased load-bearing capacity of pile structures.
The design of the vibratory loader ensures full compatibility with excavators weighing47–55 tons. The vibration unit's own weight is3150 kg, weight of the suspended boom -820 kg, which allows the equipment to be used on machines such asCaterpillar 349–352, Komatsu PC490 and Hitachi ZX470. The universal mounting adapter is installed directly into the standard boom mountings without the need to make design changes to the base machine.
The main advantage of the model iscompletely unified architecture of components. Bearings, seals, eccentric shafts and even hydraulic motors can be replaced with analogues from various suppliers due to compliance with standard Taiwanese dimensions and fitting parameters. This approach eliminates dependence on a single manufacturer of spare parts and significantly reduces repair time.
The modular box design also allows the usequick-change bearing cartridges. Bearing units are pre-assembled as separate modules. To replace it, simply dismantle the side panel, remove the worn module and install a new one. The entire procedure takes less than two hours and is performed with a standard set of tools directly on site.
For remote construction sites, this is a major benefit as equipment downtime is reduced from days to hours.
High frequency drive3300 rpm creates powerful vertical vibrations with a minimal level of lateral vibrations. This reduces the load on the excavator, reduces operator fatigue and increases the service life of the base machine. The eccentric shaft undergoes dynamic balancing and is mounted on reinforced roller bearings with a centralized lubrication system.
Practical operating experience shows that the PCF-450 centrifugal force vibrator535 kN capable of driving a Larsen sheet pile length15 meters in less than 80 seconds in silt-clay soils.
The gripping system is made according to a two-cam design and provides holding force490 kN. The design allows you to work with sheet piles, I-beams and tubular piles with a diameter of up to600 mm. Сменные губки изготовлены из износостойкой стали и могут использоваться с обеих сторон, что увеличивает срок их службы и снижает эксплуатационные расходы.
For contractors working in regions with complex spare parts logistics,PCF-450 represents the optimal combination of the power of a modern high-frequency vibratory hammer and ease of maintenance. Thanks to centrifugal force535 kN, high frequency drive3300 rpm, a completely unified design of components, a modular housing with bolted joints and quick-change bearing cartridges, the PCF-450 ensures stable operation of equipment even in the most remote regions, where the nearest service center can be hundreds of kilometers away.
contact us
Related Popular Products
Electric Vibrating Hammer DZ150A
Electric vibrator dz150a Heavy duty 1000 kn vibrator for crane operation High torque 150 kW vibrator motor Low frequency high amplitude action (940 rpm) Replaceable single and double gripper system Compatible with cranes with lifting capacity from 80 t Allowable pile extraction force 400 kn Dustproof remote control station
Mini pile driving/extraction machine FV-100 series
Ultra-compact pile driving in limited spaces Tool for foundation work in rural renovation Attachments for 7-12t excavator Wood and concrete pile specialist Installation for narrow drainage channels Lightweight vibrating hammer Portable single-operator pile driving
FV-350S Series Photovoltaic Pile Driving/Extraction Machine
High-performance piling hammer for photovoltaic installations Additional penetration force of 505 kN Capable of working with piles up to 14 m in length Upgrade of 36-40 t class excavator Pebble and caliche conqueror Reinforced eccentric shaft Continuous duty cycle 10 hours
FV-280 Series Photovoltaic Pile Driving/Extraction Machine
Specialized solar farm pile driver 12m PV pile specialist Fits 20-30t excavators High torque eccentricity Clay and weathered rock breaker Reinforced box structure Energy saving dual pump fusion

FV-280R Series 360° Rotating Pile Driving/Extraction Machine
Unlimitedly rotatable piling head Vibrating hammer with rotating head Concentric rotary union with bore 335 kN omnidirectional excitation Compatible with compact carriers 23-27 t Grease-sealed swivel bearing (axial load 90 t) Torsion-proof hose routing 12 m radius coverage from one position
Hydraulic Vibrating Hammer HV-80
A hydraulic vibratory driver is one of the main types of equipment for driving and removing piles when performing foundation work. High requirements for design and manufacturing quality determine its reliability and operational efficiency.
Electric Vibrating Hammer DZ90A
Electric vibrator dz90a Balanced loader 450 kn Medium power vibrator motor 90 kw Optimal high frequency vibrator 1050 rpm Single jaw quick pile grab system Compatible with 50 t cranes Dual mode extraction force 200 kn Weatherproof remote control (IP65)

Taiwan PCF350 Series Pile Driving/Extraction Machine
taiwan pcf-350 series vibratory pile driver Proven 470kn centrifugal force High frequency vibration 3500 rpm Optimal compatibility with 40-45t excavators Unified spare parts system Handles piles up to 15m long Prefabricated high-strength steel welded body Easy-to-maintain bearing design
Hydraulic Impact Hammer HDY25
High stroke hydraulic impact hammer HDY25 Mega impact driving hammer 375 kNm 25 ton impact body Maximum piston stroke 1500 mm Adjustable blowing frequency: 20-70 blows per minute. D Series Dual Pump Power Plant Raised Height Chassis System Heavy Precast/Steel Piling Specialist
High Frequency Vibrating Hammer FV-400
Piling for deep excavations up to 18m Suitable for large excavators 45-60t Progressive excitation 485kN Combined wall and tube pile installer Optimized for flow rates 350-450l/min Tungsten carbide coated jaws Heavy steel sheet pile specialist
SV-500 Series Side Clamping Pile Driving/Extraction Machine
Maximum power piling machine for limited space Vibratory driver with double gripper 772 kn Independent calibration of grippers Optimum compatibility with 40-50 t excavators Adaptive tilting under limited height (360°/±30°) Two-way gripping logic (side 465 kn + bottom 550 kn) Pile installation in low slab heights Full cycle work with one machine

SV-200 Series Side Clamping Pile Driving/Extraction Machine
Lateral dual grip architecture Dedicated vibratory driver for low slab heights Two-way tilting ±30° Dual-circuit clamping system (side + bottom) Ability to install piles under obstacles Continuous 360° rotation with tilt Integration with 20-25t excavators Factory minimum modification for installation
FV-800 Series Four Eccentric Pile Driving/Extraction Machine
Ultimate excitation force Ultra-deep penetration Flagship carrier 75-85 t Pile driving up to 27 m in one pass Huge eccentric moment 14.5 kgm Double-lock clamping system Robot-welded body made of high-strength low-alloy steel
FV-250R Series 360° Rotating Pile Driving/Extraction Machine
Fully rotating piling head Tubing-free vibration system 90 ton axial load slewing ring Swivel ring with constant zero play High-pressure rotary fitting (40 MPa) Vibration installation with hose guidance Optimized for medium-sized excavators (20-25 tons) Friction-free design
Electric Vibrating Hammer DZ60A
Electric vibratory hammer dz60a Vibratory hammer 570 kn with crane suspension Vibration-resistant electric motor with a power of 60 kW Eco-friendly and low-noise equipment for foundation construction Universal single-grip mechanism for various types of piles High-frequency vibration action 1100 rpm Compatible with cranes with a lifting capacity of 35 tons Intelligent system radio remote control
SV-400 Series Side Clamping Pile Driving/Extraction Machine
Heavy duty piling hammer for limited access 656kn dual grip vibratory driver Independent side and bottom grip logic Compatible with 32-40t high-torque excavators Under-beam pile pulling mode Cast steel inclined bracket (360°/±30°) Possibility of reconstruction of column-free foundations Force conservation at low installation heights